重质量求生存,讲诚信谋发展
0563-4308666


一、质量要求的技术指标:
1、单位水泥球耗低:低铬锻指标与被研磨物料的易磨性有关,更与正确作参数的选择及助磨剂的选用有关。但在这些因素相对固定之后,钢球自身的硬度就成为判断钢球性能的重要指标,一般洛氏硬度HRC大于62,最终表现吨水泥钢球的消耗量应该在30g以下,目前的指标不大于15g/t。显然,后者的使用寿命将是前者的一倍。很多水泥企业的应用实践证,硬度大的钢球其刚性高,没有弹性缓冲能量的消耗,这很有利于提高磨机产量,并且能提高相同粉磨时间下的产品比表面积。
该指标的实现不仅取决于钢球原料成分的正确配比,而且还与成型浇注工艺及热处理工艺有重要关系。用户不要轻易相信制造商许诺的高铬高镍比例,而应当随机取样送到有资质的检验部门检验;也不要轻易相信制造商所介绍的浇注与热处理工艺,而是应实地了解制造商实施这些工艺的保障设施与装备能力;更要调查已经使用其产品用户的实际应用数据。
2、碎球率:当钢球硬度较高时,所表现的韧性下降,脆性相应增大,尤其是热处理不好时,内在残存的应力更大,使钢球炸裂。炸裂后的钢球不仅不能起到好的研磨作用,还增加了对其它钢球的磨损。因此,优秀铸造厂商要开展AK值的冲击测试,确保该值要在5%-7%以上,这是检验钢球质量的又一重要指标。与此同时,应该用金相显微镜检测每平方毫米的晶粒数要达7-8万个,该晶粒数越多、越均齐,表明材料的韧性越高。只有经过这些检验,才能保证钢球使用后的碎球率不大于1%。
碎球率的高低还与用户钢球的保存及使用条件有关:
⑴ 钢球不应露天堆放,不应暴晒雨淋,环境温度不应有剧烈变化。
⑵ 低铬段开磨前应该向磨内喂入适当物料,停磨前不要过分砸磨。为此,那种为了更换粉磨水泥品种而将磨内物料砸空的做法是不可取的,正确做法是严格控制低标号品种在倒库时不要进入高标号品种库内,宁可牺牲部分高标号品种水泥,以作为低标号水泥销售;为了清仓倒球时,同样不要“砸磨”时间过长。清仓倒球之前,应该适当通风冷却后进行。
⑶ 运行过程中要注意合理配球,保持一定的高料球比,合理控制磨机内物料与钢球的填充率。为此,应当避免为了压低产品细度,过分减少喂料的作方法。
⑷ 不同质量、品牌的钢球不要混仓使用。
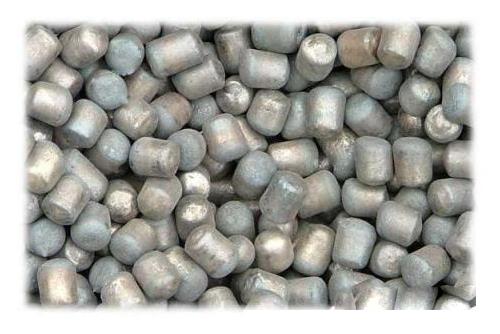
3、要求钢球的表面光滑,浇冒口面积占钢球的总表面积小,可以降低钢球在浇冒口处的无效磨耗,同样有利于降低能耗,提高产量。这是识别制造商所拥有的铸造水平高低的主要标准之一。
二、高性价比钢球制造商应当具备的条件:
⑴ 先进的铸造工艺装备:采用国际先进的无水化生产工艺,即使用完全干燥的树脂砂敷在金属膜上,完全消除由于水玻璃水分可能引起的气孔、夹渣等铸造缺陷,使产品质量有了质的飞跃;而且改善了铁碳比,充分适应淬火要求。
⑵企业具有完善的质量保证体系,认真实施产品质量的检验与控制程序:对进厂的原料必须进行化学成分的分析,不合格者退货;拥有高性能的光谱仪,能对每炉钢水进行浇注前的炉前分析,当主要元素含量不合格时不能进行浇注;对出厂成品的检验方法是:拥有洛氏硬度测定仪,可以对钢球硬度进行抽样测试;每批钢球在出厂前进行抽样切割检验及无损探伤检验,判断钢球内部的孔隙率;定期对钢球进行疲劳性落球实验,确保在5000次以上不产生开裂及掉皮。
版权所有@ 宁国市正兴耐磨材料有限公司 技术支持:辰光网络